服务热线:1762192371717621923717
罩极电机结构简单、成本低, 虽然存在功率小、起动转矩 小、效率低(一般 20%左右)的缺点, 但在对起动力矩要求不 高的小功率负载或容易卡住的负载中还是得到广泛应用, 如 应用于冰箱、空调、暖风机、抽油烟机、排风扇、烤箱、脱水机 等, 其主要负载是风叶。 罩极电机的设计与其它电机一样, 主要分结构设计和电 磁设计。 由于罩极电机功率一般为几 W到几十 W, 产品结 构及加工工艺对其性能影响较大, 目前其电磁设计程序还不 很成熟, 因而实际电磁设计中, 选定典型的通用定、转子冲片 后, 根据负载大小选取叠厚, 经实验测试后再根据经验调整 转子端环尺寸和定子线圈的线径和匝数, 进而达到用户要求 的电气性能参数。
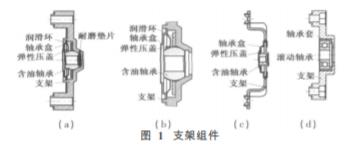
罩极电机主要由转子组件、定子组件、线包组件、支架组 件及连接紧固件组成。 转子组件主要由铸铝转子、轴和防止 转子前后窜动的止推垫圈以及调整窜动量的垫片组成;定子 组件主要由短路环与主定子铁心组成;线包组件主要由线 圈、骨架、引接线或热保护器及相关绝缘包扎材料组成;支架 组件根据轴伸端和非轴伸端安装位置不同, 分前支架组件和 后支架组件, 主要由下列几个零件组成, 如图 1所示。
支架是支架组件的主体, 常用的材料有压铸 铝合金、压铸锌合金、钢板 、铝板、塑料等。 由于铝的密度比 锌的密度小, 压铸铝合金相对压铸锌合金材料成本低, 但由 于熔化温度较高, 压铸工艺较难 , 因而铸造后合格率较低。 压铸锌合金则相反, 机械强度不如铝合金, 热变形量较大, 在 H级高温电机中不宜使用。 结构较复杂的常用压铸工艺, 结 构简单的则用板材冲压成型工艺。 为了控制加工成本, 冲压 或压铸成型后的支架除了螺丝孔外一般不再做机加工处理。
由于支架轴承孔与支架安装脚之间的位置精度直接影响到 转子与定子之间的气隙, 气隙不均将增加电磁噪声和机械振 动, 因此对支架成型模具有较高精度要求。 另外, 由于轴承 室不再加工, 对轴承室与轴承配合的相关尺寸也有较高要求。
最常用的轴承是一种粉末冶金球形滑动轴承 , 俗称含油轴承, 它是用冶金粉末在成型烧结后, 经过浸油 处理, 使粉末颗粒间的间隙充满润滑油而加工成的。 常用的粉末冶金材料有铁基和铜基材料。 铁基相对铜基成本低、抗 压强度大、硬度高;铜基则相反, 由于铜本身就是一种固体润 滑材料, 且铜基中一般都加入了 8% ~ 11%锡, 因而在要求降 低噪声或转速相对较高、对电机可靠性要求较高的情况下最 好选用铜基。 轴承中的润滑油应根据电机的绝缘等级选取, 按使用温度分低温油、常温油、高温油。 低温油用于电冰箱 电机及环境温度在 0℃以下的低温特殊场合, 粘度为 5 ~ 22 mm2 /s, 粘度指数大于 80;常温油用于 A、E、B、F级普通电机, 粘度为 32 ~ 68 mm2 /s, 粘度指数大于 100;高温油则用于烤箱 电机等高温环境、绝缘等级为 H级的电机, 粘度在 68 ~ 100 mm2 /s之间, 粘度指数大于 150。 一般轴径大、功率大、转速 高者取大值。 低温油和高温油作为特种油相对于常温油成 本高很多, 润滑油的性能好坏直接影响到电机的起动性能、 噪声、寿命和成本, 目前罩极电机行业大多数是使用进口润 滑油。 因罩极电机起动力矩很小, 约为额定力矩的 0.3倍, 当润滑油的粘度过高或润滑油过早变质、干枯, 都有可能使 电机起动困难。
含油轴承对内孔有较高要求, 当其内孔粗糙度为 0.8, 对 应轴的粗糙度为 0.2, 同时孔与轴的单边间隙在 4 ~ 8 μm时, 控制电机噪声是较为经济的参数。
与滚动轴承相比, 含油轴承成本要低一些, 因此前、后支 架组件一般选用相同的含油轴承, 但对一些特殊情况, 根据 用户的负载要求也有采用两端都是滚动轴承的方式, 如图 1d 所示。为了减少振动, 可在滚动轴承与支架之间加入橡胶轴 承套。为了节省成本, 又考虑电机是径向负载的原因, 仅在 负载端使用滚动轴承, 但这种方式由于滑动轴承与轴磨损后 间隙发生变化, 而另一端滚动轴承不会出现间隙变化, 在使 用一定时间后, 这种气隙的变化将使电机噪声变大。
弹性压盖常用 0.2 ~ 0.4 mm厚的不锈 钢板做成爪形结构, 要求有一定的弹性和硬度, 通过与支架 铆压后的变形把含油轴承压紧, 支架组件的轴承回复力矩大 小完全由其变形量决定。 如图 2所示, 由于支架组件组装铆 压后其含油轴承是可转动的, 回复力矩就是指使含油轴承转 动所需的最小转矩, 一般为所需电机额定转矩的 0.3 ~ 0.7 倍 , 功率大者取小值, 功率小者取大值, 通常在 0.019 6 ~ 0.098 N· m之间, 很大程度上来自于各生产厂家的经验数据。 该值太小则易引起轴承振动使噪声变大, 太大则会引起起动 困难, 因而它是检验支架组件合格与否的一个关键数据 。
轴承盒常用 0.2 ~ 0.4 mm的镀锌钢板冲 压而成, 主要目的是压在弹性压盖上, 使经支架铆压后的弹 性压盖四周受力均匀。 如图 1a的弹性压盖和轴承盒被同时 压紧, 这种方式回复力矩相对较大;图 1b则是用于浮动弹性 压盖的支承, 这种方式的弹性压盖与轴承盒是可相对移动的, 个别情况下通过严格控制轴承盒孔与轴之间的间隙来降 低轴承噪声;在一些对性能控制要求较宽松的情况下, 也有 掉除轴承盒的形式。
润滑环为细毛平面毛毡浸泡润滑油而成, 通常选用与含油轴承中相同的润滑油, 目的是给含油轴承补 给润滑油, 因而必须使润滑环与含油轴承的球面充分接触。 个别使用特殊润脂代替润滑环点在含油轴承外面。 为节省 成本, 在电机工作环境较好的情况下, 可以省掉润滑环和润 滑酯, 如图 1c所示。
有的罩极电机为了使轴的非传动端得 以定位, 非传动端支架设计成轴孔封闭形式, 同时在轴孔底部垫一耐磨垫片, 如图 1a所示, 当电机运转而窜动时, 靠耐 磨垫片与轴端摩擦, 此时非传动轴端设计成球面形, 减小摩 擦损耗, 保护支架, 这种方式转子组件非轴伸端的止推垫圈 和调整垫片都可省掉。 耐磨垫片一般为钼尼龙或氟塑料。
支架组件主要由支架、轴承、润滑环、弹性压盖、轴承盒、 耐磨垫片组成, 是罩极电机的重要组成部件, 其结构形式和 材料直接影响电机的成本、噪声、起动性能及寿命。 上海合愉认为在大批 量生产中, 常通过改变支架组件及其配件加工工艺的方式来 改善电机性能并降低成本。